Za co jestem Mu bardzo wdzięczny.
Do sedna rzeczy, czyli podzespoły które użyłem do budowy:
Składowe (nazwę je wykonawcze) indukcji.
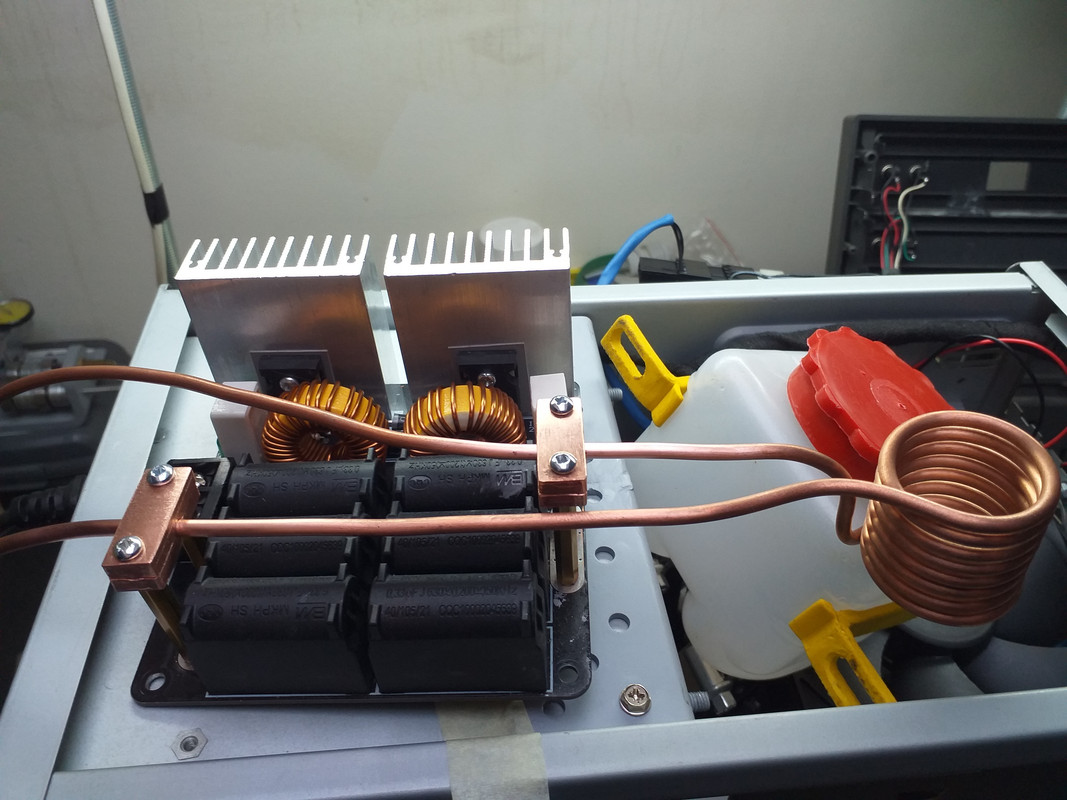
1. ZVS 1000W 48V dokładnie taki:

Kupiony na Ali... (lub Bang..) Szukajcie możliwości kupna samego modułu (bez cewki, bo i tak jest niepotrzebna) Dla tych co mają pojęcie o elektronice, można kupić w częściach do samodzielnego polutowania (będzie taniej) od 60 do 80zł.
2. Zasilacz impulsowy 48V 20.8A 1000W, można kupić też w PRC, ja kupiłem na Alle... za 259 zł.
Może być taki:

3. Przekaźnik 300A 12v do wciągarki,

Można znaleźć w PRC, ja kupiłem na All. za 69zł.
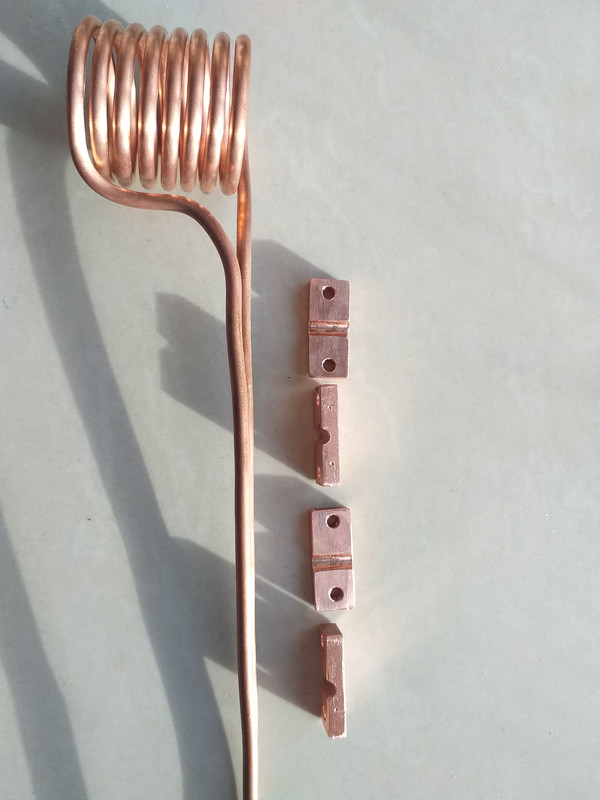
4. 1,5 m. rurki miedzianej fi 3,5 mm. potrzebnej do zrobienia cewki. Jest jeden sprzedawca na All.. ale ja mam w pobliżu firmę dorabiającą przewody hamulcowe, a taka rurka jest stosowana w Citroenach. Zapłaciłem 20zł.
5. Wentylator 120x120x25 mm. 12V Prędkość obrotowa: 3100 (±10%)obr./min 38zł. (All...) do chłodzenia płyty indukcyjnej
6. Chłodnicza cieczy 120x120mm (All..) 50zł.

7. Do niej wentylator 120x120mm (nie musi być taki mocny jak ten do chłodzenia indukcji) ja miałem z odzysku
i dwa króćce fi 8mm do podłączenia rurek z chłodziwem (po kilka zł. w sklepie z narzędziami do wyposażenia warsztatów) no i oczywiście wężyk (obowiązkowo sylikonowy) + cybanty skręcane.
8. Pompka do cieczy 240L/H 12V ARDUINO 30zł.

9. Naczynie rozszerzalne kupiłem w sklepie z częściami do maszyn rolniczych, jest to zbiornik płynu hamulcowego do traktora Zetor

Wszystkie wymienione podzespoły można kupić na Aliex... lub Bangg... i pewnie będzie taniej.
W następnej odpowiedzi, wymienię składowe układu sterowania.
Zachęcam też do zapoznania się z tematem u źródła, czyli tu:
https://translate.google.pl/translate?h ... search[img] [/img]