Strona 2 z 9
: poniedziałek, 10 lutego 2020, 08:49
autor: donkihot
Witaj, niestety jeszcze nie, bo skutecznie zabrała mi czas usterka sztucera (walczę z pillar bedding) Wklejam tuleje w łoże

Chyba że chcesz pomóc? Mógłbym zrobić szkic (taki na kolanie) a Ty zrobiłbyś z niego porządną grafikę?
: poniedziałek, 10 lutego 2020, 08:57
autor: CZ@rek
Nie ma problemu. Z chcią pomogę.
: poniedziałek, 10 lutego 2020, 09:00
autor: donkihot
Super, jak znajdę chwilkę to spróbuję coś nagryzmolić. Podeślę Ci na pw.
: niedziela, 16 lutego 2020, 16:28
autor: donkihot
CZ@rek pisze:Nie ma problemu. Z chcią pomogę.
Cz@rek pw napisałem.
: poniedziałek, 17 lutego 2020, 17:38
autor: Raphael27
: poniedziałek, 17 lutego 2020, 17:50
autor: Arek_78
No trochę głupio to zabrzmiało

Chodzi o wyżarzenie samej szyjki łuski w temperaturze około 380 stopni.
W piekarniku wyżarzona będzie cała łuska. O ile temp. 200 stopni można nazwać wyżarzeniem.
Ogólnie ma to na celu zmiękczenie szyjki łuski aby nie pękała pod wpływem rozszerzania i zwężania.
: czwartek, 20 lutego 2020, 07:19
autor: CZ@rek
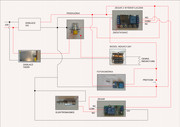
Schemat urządzenia Sebastiana.
Nie ma tam pompy oraz wiatraków, ale podłączenie ich to nie problem, każdy da radę. Na schemacie główne elementy.
Czas na składanie

: czwartek, 20 lutego 2020, 09:08
autor: donkihot
CZ@rku, schemat jest super. Dziękuję że poświęciłeś swój czas i wykonałeś kawał świetnej roboty. (do której ja nie mogłem się złożyć)
Fantastyczny pomysł z zastosowaniem fotek podzespołów (ja bym na to nie wpadł)
Gratuluje i dziękuje za Twój wkład w ten temat.
: czwartek, 20 lutego 2020, 09:56
autor: CZ@rek
Żaden problem.
: poniedziałek, 02 marca 2020, 13:04
autor: pessos
Takie pytanie odnośnie zrzutu łuski po procesie do kartonu, skoro mosiadz hartuje się odwrotnie do stali, to znaczy, że powolne jego studzenie utwardza materiał (kartonowe pudelko mozna uznać za powolne studzenie napowietrzne ?), a nagły szok termiczny po rozgrzaniu i nagłym ostudzeniu rozmiękcza to moim zdaniem zrzut powinien następować do pojemnika z zimną wodą. Czy to zbędne ?
: poniedziałek, 02 marca 2020, 16:21
autor: donkihot
pessos pisze:Takie pytanie odnośnie zrzutu łuski po procesie do kartonu, skoro mosiadz hartuje się odwrotnie do stali, to znaczy, że powolne jego studzenie utwardza materiał (kartonowe pudelko mozna uznać za powolne studzenie napowietrzne ?), a nagły szok termiczny po rozgrzaniu i nagłym ostudzeniu rozmiękcza to moim zdaniem zrzut powinien następować do pojemnika z zimną wodą. Czy to zbędne ?
Chyba zaplątały się dwa pojęcia, hartowanie i wyżarzanie. Wyżarzanie mosiądzu i wyżarzanie stali to te same procedury, mające na celu zmniejszenie naprężeń. Zaś hartowanie to proces obróbki termicznej mającej na celu wydzielenie cementytu i i jego struktura została zachowana do temperatury przemiany martenzytycznej , w której to austenit przemienia się w fazę zwaną martenzytem. Mowa tu o stali i jej stopach, tak w telegraficznym skrócie.
Zaś mosiądz utwardza się na skutek zgniotu, czyli powstają wewnętrzne naprężenia których można się pozbyć w procesie wyżarzania. Wyżarzanie mosiądzów (liczba mnoga bo możemy mieć różne składy procentowe stopu) polega na podgrzaniu go do odpowiedniej temperatury i utrzymaniu jej przez określony czas, a następnie powolnym wystudzeniu. Z łuską proces jest bardziej skomplikowany, ponieważ musimy wyżarzyć tylko szyjkę, ramiona i kilka mm. poniżej ramion. Zaś reszta powinna być twarda (o kurcze, za dużo tłumaczenia)
Do celu, jakby łuska spadła do pojemnika z wodą, wyżarzanie uległoby natychmiastowemu zatrzymaniu (niejako w trakcie procesu) Czyli zmiękczymy łuskę, ale tylko do pewnego stopnia.
: czwartek, 02 kwietnia 2020, 17:19
autor: Fedi
Super maszyna - gratulacje !!!
dla chętnych, poniżej link do filmiku pokazującego jak wygląda grupa przed i po wyżarzaniu - to dla tych co mają wątpliwości :-)
https://www.youtube.com/watch?v=BCRIw1PQOK4&t=191s
lub tutaj
https://www.youtube.com/watch?v=JHQrfuVOCA8
: środa, 16 września 2020, 08:54
autor: Warsiawiak
Może to zabrzmi głupio ale jestem techniczny lecz z innej dziedziny i to co Tu wszyscy piszecie łącznie z Sebastianem który założył wątek jest dla mnie czarna magia.
Moglibyście wrzucić linki do konkretnych produktów jakie zostały użyte do zbudowania tej maszyny ?
Do złożenia jej zapewne też będę ścigał Sebastiana bo na LEGO blocks to nie wygląda

Z góry dziękuję

: środa, 16 września 2020, 17:26
autor: donkihot
A wszystko jest na początku tego tematu
: środa, 16 września 2020, 18:10
autor: Warsiawiak
Szkoda ze połowa jest niedostępna :/
: środa, 16 września 2020, 20:35
autor: Logic
niech bede niewiernym tomaszem: filmy nie stanowią przekonującego dowodu. jak można wierzyć na słowo filmowi, który umieścil sam producent maszyny do odpuszczania (AMP)?
jest całkiem spore grono zawodników z tytułami, którzy nie odpuszczają łusek, bo nie widzą różnicy na tarczy. Skoro mamy na forumie kolege, ktory sam zbudowal maszyne do odpuszczania, to cenna byłaby jego opinia na temat tego, czy grupy są istotnie mniejsze po odpuszczeniu łusek.
: środa, 16 września 2020, 20:50
autor: Arek_78
"Odpuszczanie" łusek nie poprawi grupy, przynajmniej ja tego nie zauważyłem, ale znacząco poprawi ilość elaboracji na tych łuskach. Moje już wytrzymały 9x i są dalej w dobrej kondycji - przynajmniej wizualnej.
: środa, 16 września 2020, 21:26
autor: Warsiawiak
Jestem innego zdania choć jeszcze nie wyżarzałem łusek , to już te które zauważyłem że stwardniały - a daje się to zauważyć podczas osadzania pocisków i siły jaką trzeba do tego przyłożyć - to prędkości zaczynają się rozjeżdżać a co za tym idzie grupy.
Łuski które mi zaczęły "szwankować" leżą i czekają na wyżarzanie a ja dokupuję nowe.
: środa, 16 września 2020, 21:39
autor: Arek_78
Tak, na daleki dystans będzie miało to znaczenie. Ale ja do tej pory tylko 100m miałem do testowania. Labradar pokazał rozrzut 2-7m/s. Za to po 5 elaboracjach musiałem odrzucać kilka sztuk.
: środa, 16 września 2020, 22:22
autor: Warsiawiak
2 - 7 m/s to można powiedzieć bardzo dużo.
: czwartek, 17 września 2020, 06:33
autor: donkihot
Wszyscy macie rację (po części)
Arku, nawet na 100 metrów ma to znaczenie, od kiedy mam maszynkę zacząłem strzelać regularne grupy 0,3 MOA (a czasem i ciaśniejsze) co wcześniej było niemożliwe.
Logoc, a ja widziałem filmy w których są przeprowadzane próby strzelania z wyżarzanych i nie wyżarzanych łusek i różnica była na + dla wyżarzanych. O ile można by zarzucić że filmik mógł być sfabrykowany to ja przerobiłem ten temat i wiem co mówię.
Co do żywotności łusek to jeszcze nie wypowiem się (moje dopiero po 4 elaboracji) Ale Bready który pomagał mi w budowie indukcji ma łuski po 20 elaboracjach i dalej na nich robi i dalej strzela świetne grupy (wygrywa zawody w swoim stanie w USA)
Tyle ode mnie, nikogo nie namawiam do budowy czy zakupu takiej maszynki, ale ja jestem mega zadowolony i z maszyny i z wyników na tarczy.
: czwartek, 17 września 2020, 07:20
autor: Arek_78
Mam jeszcze łuski których nie przepuściłem na maszynce - są po 3 elaboracji czyli 4x odstrzelone. Załaduję je i w przyszłym tygodniu wybiorę się na strzelnicę to pokażę tarcze.
Szkoda tylko, że moja strzelnica ma tyle przechwytywaczy że Labradar nie potrafi zmierzyć prędkości. Ale tarcza będzie.
PS
Dodam jeszcze, że wtedy nie sprawdzałem pojemności łusek, nie toczyłem szyjek, i były to łuski S&B
: czwartek, 17 września 2020, 08:10
autor: jkp44jkp
Ja po 4 odstrzeleniach juz zauwazylem ze na grupe 50 lusek tak okolo 10% jest "zuzyta". Szyjki sa tak twarde ze nie da sie osadzic pocisku ktory po prostu wpada do luski jakby nigdy w lusce szyjka nie byla zaciskana. Nawet gdy przekladam bushing na mniejszy i tak luz pozostaje choc 1 lub 2 mozna zacisnac wystarczajaco aby pocisk nie wypadl.
Dlatego sprobowalem odpuscic luski zwyklym palnikiem, jeszcze nie zrobilem na nich elaboracji wiec nie moge potwierdzic czy to poprawilo elastycznosc szyjek. Jednak po zacisnieciu szyjek i pelnym formacie ( Polowe lusek sformatowalem fl a polowe ktorej zrobilem pelny format poprzednio tylko zacisnalem szyjke) tak na szybko sprawdzilem z 10 lusek i w zadna pocisk sie nie wsunal.
Luski Starline , nowe, szyjka stoczona do 0.015"
: czwartek, 17 września 2020, 16:47
autor: Logic
1.Abstrahuję od kwestii kosztowej- to, czy odpuszczanie łusek ma wpływ na ich żywotność ma dla mnie znaczenie drugorzędne. Odpuszczanie jest jedyną opcją przedłużenia żywotności łusek- rozumiem to, co pisze Warsiawiak, jednak nie o to mi chodzi.
2. Weźmy łuskę, która jest odstrzelona 2 razy i nie była odpuszczona oraz łuskę, która pod drugim odstrzeleniu była odpuszczona- czy przy identycznej naważce i głębokości osadzenia widać będzie różnice na tarczy? jesli donkihot mógłbyś się odnieść do tego- czy w takiej sytuacji już widzisz różnice na tarczy? Jak dobrałeś długość/temperaturę w maszynie?
Jeśli wczytać się w know-how stojący za AMP, to widać, że oni skupili się na uzyskaniu takiej kombinacji długości i temperatury, by analiza spektrometryczna łusek po odpuszczeniu wskazywała na powtarzalność własności mosiądzu. Takiej precyzji pewnie nie gwarantują maszyny typu butla propan-butan.
: czwartek, 17 września 2020, 16:48
autor: Logic
1.Abstrahuję od kwestii kosztowej- to, czy odpuszczanie łusek ma wpływ na ich żywotność ma dla mnie znaczenie drugorzędne. Odpuszczanie jest jedyną opcją przedłużenia żywotności łusek- rozumiem to, co pisze Warsiawiak, jednak nie o to mi chodzi.
2. Weźmy łuskę, która jest odstrzelona 2 razy i nie była odpuszczona oraz łuskę, która pod drugim odstrzeleniu była odpuszczona- czy przy identycznej naważce i głębokości osadzenia widać będzie różnice na tarczy? jesli donkihot mógłbyś się odnieść do tego- czy w takiej sytuacji już widzisz różnice na tarczy? Jak dobrałeś długość/temperaturę w maszynie?
Jeśli wczytać się w know-how stojący za AMP, to widać, że oni skupili się na uzyskaniu takiej kombinacji długości i temperatury, by analiza spektrometryczna łusek po odpuszczeniu wskazywała na powtarzalność własności mosiądzu. Takiej precyzji pewnie nie gwarantują maszyny typu butla propan-butan.
: czwartek, 17 września 2020, 17:34
autor: wierzba
Logic pisze:Jeśli wczytać się w know-how stojący za AMP, to widać, że oni skupili się na uzyskaniu takiej kombinacji długości i temperatury, by analiza spektrometryczna łusek po odpuszczeniu wskazywała na powtarzalność własności mosiądzu. Takiej precyzji pewnie nie gwarantują maszyny typu butla propan-butan.
Dopytam: firma AMP w swoich materiałach pisze o analizie spektrometrycznej w kontekście odpuszczania ?
Przecież to bełkot ... A grzanie indukcją jest lepsze bo bardzo szybko rozgrzewa się tylko ta część łuski na odpuszczeni której nam zależy, a że szybko i krótko to zmniejsza to działania ciepła w miejscu gdzie nie powinno go być.
: czwartek, 17 września 2020, 18:04
autor: donkihot
Logic pisze:
2. Weźmy łuskę, która jest odstrzelona 2 razy i nie była odpuszczona oraz łuskę, która pod drugim odstrzeleniu była odpuszczona- czy przy identycznej naważce i głębokości osadzenia widać będzie różnice na tarczy? jesli donkihot mógłbyś się odnieść do tego- czy w takiej sytuacji już widzisz różnice na tarczy?
Nie robiłem testów ze strzelania, ale zmniejsza się zacisk szyjki na pocisku (czuć to przy osadzaniu) i nie jest to zjawisko równe i powtarzalne. Z tej samej partii (np. 3 razy strzelanych) część będzie miała mocniejszy a część słabszy zacisk. Dla tego wyżarzam łuski po każdym strzelaniu.
Logic pisze:Jak dobrałeś długość/temperaturę w maszynie?
Dobór temperatury uzyskałem stosując kredkowe wskaźniki temperatury, choć nie trzeba tego robić bo w słabym oświetleniu można dobrać temperaturę po kolorze żarzenia metalu.
Przy doborze odpowiedniej temperatury czas można skrócić do minimum (dosłownie kilka sekund w moim przypadku 4 sekundy) Jak zagłębisz się w to popracowanie wszystko stanie się jasne:
https://bcpw.bg.pw.edu.pl/Content/4100/ ... _str17.pdf
Logic pisze:Jeśli wczytać się w know-how stojący za AMP, to widać, że oni skupili się na uzyskaniu takiej kombinacji długości i temperatury, by analiza spektrometryczna łusek po odpuszczeniu wskazywała na powtarzalność własności mosiądzu. Takiej precyzji pewnie nie gwarantują maszyny typu butla propan-butan.
Zależy o czym mówisz, indukcja pozwala ogrzewać tylko wybrane obszary a ze względu na bardzo krótki czas ekspozycji nie dochodzi do odprężenia części które mają pozostać zgniecione, ale jak mówimy o powtarzalności samego procesu odprężania to palnik zrobi to w takim samym stopniu.
: niedziela, 20 września 2020, 13:46
autor: Warsiawiak
Wziąłem się ostro do pracy i zamówiłem już wszystkie komponenty do zbudowania TEJ maszyny.
W przeciągu tygodnia powinny dojść wszystkie elementy układanki - taką mam nadzieję.
A teraz doczekać się nie mogę jak dziecko wypatrujące gwiazdki

: niedziela, 20 września 2020, 14:43
autor: CZ@rek
Warszawiak, a gdzie zamawiałeś bloki silikonowe np do osłonięcia cewki indukcyjnej?
: niedziela, 20 września 2020, 16:44
autor: Warsiawiak
Tego nie mam jeszcze.
Zastanawiam się czy tego nie zostawić na następnym raz gdy będę miał dostęp do obrabiarek skrawających.
Nie chcę aby to wyglądało jak psu z gardła wyrwane
Poza tym jeszcze wielu elementów nie mam a które wyjdą jakby w praniu. elementy ruchome które będą regulowały
wysokość na jakiej łuska będzie grzana czy też sama zapadka.
Zaprojektować też trzeba usytuowanie podzespołów względem siebie żeby maszyna
nie zajmowała za dużo miejsca ale też, żeby wewnątrz była dobra cyrkulacja powietrza.
: niedziela, 20 września 2020, 19:32
autor: donkihot
Dasz radę (jesteś mechanikiem) Ja użyłem obudowy od komputera wraz z zasilaczem który obsługuje wszystkie elementy sterujące ;)
: niedziela, 20 września 2020, 23:58
autor: Bready
CZ@rek pisze:Warszawiak, a gdzie zamawiałeś bloki silikonowe np do osłonięcia cewki indukcyjnej?
Proponowal bym oslone cewki z teflonu ,a nie silikonowa.
Przynajmniej te wewnatrz cewki.
Ja wytoczylem z walka teflonowego pod wymiar cewki.
https://www.youtube.com/watch?v=UrALaRs4COo
: poniedziałek, 21 września 2020, 06:33
autor: donkihot
O kolega Bready się pojawił
Jak Będziesz miał chwilkę zajrzyj proszę na Black Powder, w dziale rusznikarnia coś zapytałem (miesiąc temu )
: poniedziałek, 21 września 2020, 06:42
autor: Warsiawiak
miałem wczoraj o tym odpisać - że teflon a nie silikon - ale pewnie po prostu Cz@rek się przejęzyczył.
: poniedziałek, 21 września 2020, 16:19
autor: CZ@rek
Dokładnie tak, miał być teflon.
: środa, 23 września 2020, 07:38
autor: Warsiawiak
Większość gratów już doszła
jeszcze tylko kilka, dosłownie 4 w tym główny "piec" w drodze.
siedzę jak na szpilkach
: środa, 23 września 2020, 08:18
autor: Sztrum
Również rozpocząłem budowę maszynki, większość elementów przyleciała już z Chin

Może wspólny zakup teflonu? Cały jest mi nie potrzebny, a w mniejszych kawałkach nie znalazłem:
https://allegro.pl/oferta/ptfe-teflon-t ... 9409806671#
Wewnętrzna średnica cewki to 28mm, po toczenie wałka do tej średnicy 28 mm można zostawić kołnierz 2-3mm u góry na którym by się trzymał w cewce?
: środa, 23 września 2020, 08:52
autor: Warsiawiak
Ten element mam jeszcze w zawieszeniu projektowym , bo zastanawiałem czy całego elementu grzewczego nie umieścić wewnątrz obudowy
: środa, 23 września 2020, 09:03
autor: Sztrum
OK, też się jeszcze wstrzymam, może będziesz miał lepszy pomysł
: piątek, 25 września 2020, 11:09
autor: Warsiawiak
Na chwilę obecną mam tylko obudowę komputerową i będzie ona tymczasowym "domkiem" dla układanki elektronicznych podzespołów więc pytanie do Ciebie Sztrum , jak chcesz to zrobić z zakupem tego wałka ?
Mam go kupić i potem Ci wysłać 25 cm ?