Obiecałem że napiszę (i opiszę)jak radzę sobie z łuskami żeby były w miarę powtarzalnie przygotowane do elaboracji.
Mam trzy matryce, pierwsza to to była typowa matryca do formatowania szyjki (NS) Lyman
Została od niej odcięta cała górna część trzymająca żerdź (ta moletowana)


I został w niej rozszlifowany otwór formatujący szyjkę do wymiaru 8,44mm.

Na fotkach widać trzymacz łusek Lee który został obniżony (szlifowana powierzchnia która styka się z matrycą) tak aby razem ze "wstępnym" formatowaniem szyjki były zbijane ramiona o 0,05mm.
I ani "deka" więcej czy mniej bo trzymacz łuski opiera się o matrycę i niezależnie od tego jak głęboko wkręcę matrycę (czy jaki mam luz na na prasie)
Etap drugi to seryjna matryca body Redding do której dorobiłem tulejkę dystansową:


Na tym zdjęciu pokazuję (tak obrazowo) jak jej używam.

Tulejka ma na celu utrzymać stały dystans, tak aby zawsze łuska była wsunięta do matrycy zawsze na tą samą głębokość (nie zależnie od tego jak dużo siły użyję, czy jaki luz ma prasa)
Body formatuję tylko na tyle że łuska po tym procesie wciśnięta do matrycy palcami chowa się w niej głębiej o 1mm. niż łuska przed formatowaniem.
Ostatni etap to "rozpychanie szyjki"
Zauważyłem że jak łuska upadnie lub uderzy krawędzią szyjki np. w transporcie czy czyszczeniu potrafi się lekko zagnieść (zrobi się owalna) i aby mieć pewność że będzie okrągła i zawsze ten sam zacisk na pocisku używam takiej matrycy:

I takiej żerdzi:
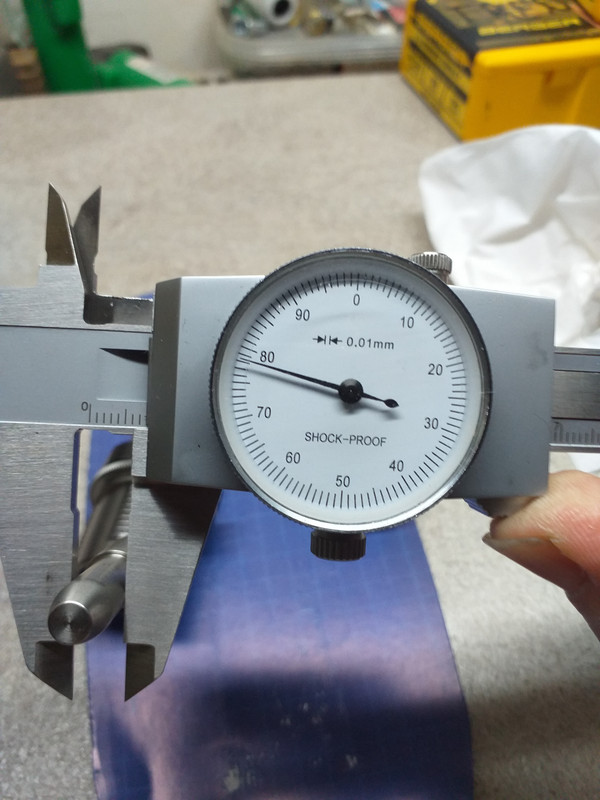
Która rozpycha szyjkę do takiego wymiaru:

A pocisk ma taką średnicę:

Jak widać zacisk na pocisku to 0,05mm. (na średnicy) a różnice w średnicy szyki łuski nie przekraczają 0,005mm. i aby uzyskać taki wynik trzeba mieć toczone szyjki i wyżarzane łuski.
Czyli 100% pewności że łuski zostały powtarzalnie obrobione i jest to pierwsza część z mojej elaboracji 100% x 100% x 100%